
在汽车铝轮毂制造行业中,很早就开始使用粉末涂料,尤其在最后的罩光涂装中,一般会使用高透明度、高光泽、高流平的丙烯酸透明粉末涂料。随着人们消费观念的转变,越来越多人喜欢亚光的外观效果,因此,汽车铝轮毂制造厂商纷纷开始引入具有亚光外观效果的油漆。然而由于油漆喷涂厚度薄,无法起到很好的防护作用,不能直接喷涂在无任何涂装的铝轮毂表面上,因此,需要喷涂丙烯酸透明粉末涂料后再喷涂亚光油漆。
不过,随着不断出现的各种问题,各大轮毂制造厂商发现这种工艺的弊端,除了成本压力明显加大、生产效率明显降低、合格率极低以外,还多次出现亚光漆涂膜与丙烯酸透明粉涂膜严重脱离的问题,该问题引起的投诉、召回和索赔在轮毂制造行业内已发生不少起,对企业的名誉和经济效益都造成了严重的损害。因此,各大轮毂制造厂商开始寻找一种新型亚光轮生产工艺,即亚光透明粉末涂料直接取代丙烯酸透明粉末涂料和亚光透明漆的组合。
然而市场上现有的亚光透明粉末涂料的涂膜外观粗糙,色相发黄严重,无法真正意义上替代亚光漆。另外出于设备、成本等原因考虑,亚光透明粉末涂料还需要与丙烯酸透明粉末涂料共用一条生产线使用,而由于丙烯酸透明粉末涂料自身表面张力小的特性,其他类型涂料难以与其兼容,从而大大增加了新型工艺替换传统工艺的难度。
为了解决上述问题,擎天材料科技有限公司研究人员研究通过对消光体系、树脂、助剂等方面进行研究,研制适合新型工艺的亚光透明粉末涂料。
消光体系的研究
本研究开发的亚光透明粉末涂料应用于汽车铝轮毂亚光汽车轮,对光泽有明确的要求,一般要求光泽范围在20%~70%,因此本研究对几种消光体系进行研究,不同消光体系制备的粉末涂层性能结果见表1。

由表1可以看出,双组分高/低酸值聚酯消光体系消光后光泽最低只能达到 50%,很难继 续消光至20%。而聚酯搭配丙烯酸消光体系消光后光泽在15%以下,也无法满足20%~70%光泽要求。市场上常用的聚酯搭配消光剂消光体系和高/低羟值聚氨酯消光体系光泽最低可以达到20%,但是聚酯搭配消光剂 消光体系和前两种体系都有一个明显的缺陷,就是外观比较粗糙,颗粒感比较明显。相比于这3种体系,高/低羟值聚氨酯消光体系可以做到细腻的肌肤质感,因此本研究选用了高/低羟值聚氨酯消光体系。
聚氨酯树脂的研究
因汽车铝轮毂罩光用亚光粉末涂料除了对外观有肌肤质感的要求外,对耐候性能、流平性能、透明度、耐腐蚀性能都提出不低的要求,故选择的聚氨酯树脂需要具备高耐候性、高流平性、高耐腐蚀性等特性。本研究选择了几种低羟值和高羟值的聚氨酯树脂进行研究,不同聚氨酯树脂制备的粉末涂层性能结果见表2和表3。
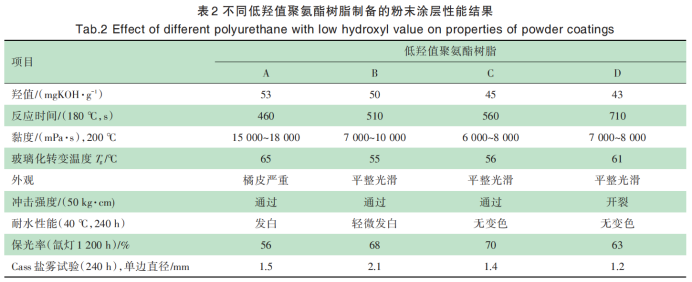


由表2可以知道,聚氨酯树脂 A 反应时间短,黏度大,制备的涂层容易出现橘皮;而聚氨酯树脂D则相反,活性过小,导致涂层的机械性能差,因此应该选择中等活性(反应时间 500~600 s)和低黏度(黏度6 000~ 8000 mPa·s)的低羟基聚氨酯树脂较为合适。其中所选的几种聚氨酯树脂中,聚氨酯树脂 B 和聚氨酯树脂C 在外观上和冲击性能上满足要求,但是聚氨酯树脂B 制备所得涂层耐水性能和 CASS 腐蚀性能明显较差,因此本研究最后选择了低羟值聚氨酯树脂 C。
与低羟值聚氨酯树脂一样,高羟值聚氨酯树脂同样反应活性过大,黏度过大,涂层易出现橘皮;反应活性过小,涂层的机械性能差。从表 3 选中的树脂中,对每种聚氨酯树脂进行综合性能评估后,最后选用了高羟基聚氨酯树脂 b。但在选择高羟值聚氨酯树脂时需要避免选择羟值过大的树脂,合适范围在250~330 mgKOH/g,因为羟基过多导致树脂容易受潮结块,对于产品制造生产、贮存稳定性等都会造成不利的影响。
经过多种树脂对比研究,本研究最终选择了低羟值聚氨酯树脂C和高羟值聚氨酯树脂b作为基体树脂,并且经过大量试验,发现低羟值聚氨酯树脂C与高羟值聚氨酯树脂b比例达到 2.7∶1 时,消光效果最好,光泽可以达到 20%。

固化剂的研究
因为本研究选择了高/低羟值聚氨酯消光体系,而聚氨酯粉末涂料中常用的固化剂主要是封闭型异氰酸酯,因此本研究选择了几种固化剂进行研究,不同固化剂制备的粉末涂层在 180 ℃/15 min 固化条件下的性能结果见表 4。

由表4可以看出,已内酰胺封闭的异佛尔酮二异氰酸酯(IPDI)固化剂耐腐蚀上要明显优于其他固化剂,但耐候性上则相对较差。采用酚封闭式异氰酸酯固化剂时,发黄特别明显,不适合用于透明粉末涂料。醇封闭式异氰酸酯固化剂理论上在冲击性、耐候性上应该具有良好的性能,但实际测试结果中却表现不佳,这是由于它自身所需固化温度较高,需要达到 200 ℃以上,而在测试中采用的固化条件无法满足其固化,然而本研究的透明粉末涂料在实际应用中为了考虑和丙烯酸共线生产的特殊情况,在固化条件应该尽可能接近丙烯酸透明粉的固化条件 180 ℃/(10~15)min。
最后是内封闭式异氰酸酯固化剂,在综合性能上满足技术要求,而不同于其他 3 种,它在固化过程中不会释放封闭物,而是先将 IPDI 进行二聚生成二氮丁酮中间体然后再进行扩链等调整,见图 3。二氮丁酮中间体在 160 ℃下分解还原,游离出-NCO,进而和聚氨酯树交联成膜,这种过程不易产生白烟和臭味,从而避免现场使用产品时,对此类问题进行相关投诉。因此本研究最后选择了内封闭式异氰酸酯固化剂d。
助剂的研究
铝轮毂罩光用亚光透明粉要求涂膜具有高流平性和高透明性,且需要与亚光油漆具有相似的微蓝色相,同时还要保证与丙烯酸透明粉兼容,所以需要选择一种合适的流平剂。
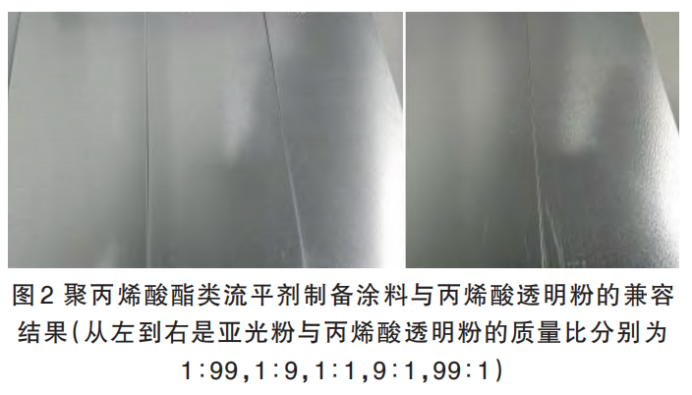
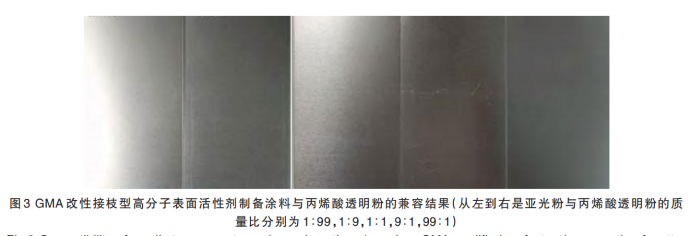
普通市场上常见的流平剂为聚丙烯酸酯类,本研究选择了几种厂家的流平剂,在色相、外观上效果都有差异,但是都存在一个问题就是都无法使其制备所得亚光透明粉和丙烯酸透明粉兼容,结果见图4,少量丙烯酸透明粉添加到亚光粉里都会导致出现严重的橘皮现象,甚至缩孔等。因此本研究特意选择了一种 GMA 改性接枝型高分子表面活性剂,其不仅在外观上和色相上满足要求,而且保证了亚光透明粉和丙烯酸透明粉共线不干扰,其兼容情况见图 3,因此本研究选择了这种特殊改性的流平剂,同时经过一些相关试验,用量选择为 1.0%~1.2%时,涂层性能达到最优。
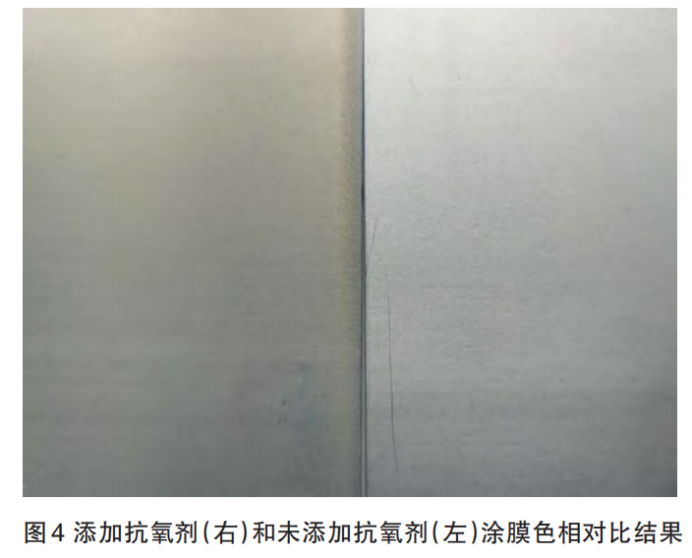
与液体涂料相比,粉末涂料由于喷涂厚度偏厚以及固化温度高等原因,涂膜容易泛黄,尤其是透明粉末涂料更为明显,因此需要额外添加 1%~1.5%的抗氧剂,经过测试对比,其涂膜色相具有明显改善,见图 4。另外为了提高耐候性能,添加了 1%的紫外线吸收剂和 0.5%光稳定剂,对涂膜老化性能有明显改善,经过试验对比,氙灯老化 1 200 h 后保光率从 74%提高到 88%。
技术水平
本文研制的亚光透明粉末涂料具备肌肤质感的外观效果,在满足铝轮毂技术涂装技术要求的同时,还能与丙烯酸透明粉共线使用,其性能明显优于市场上普通的亚光透明粉末涂料,结果对比见表5。

结语
传统亚光透明轮生产工艺中存在一次下线合格率低、产能影响严重、涂装成本高、质量风险高等众多问题,严重影响了汽车亚光铝轮毂的发展,而新型的亚光透明轮生产工艺都对这些问题有了明显改善,然而其中存在的一些难点却制约了其推广和普及,本研究研制的亚光透明粉末涂料率先突破了其中的技术难点,开发了一种适合新型工艺的亚光透明粉末涂料。新型工艺与传统工艺相比,具有明显的优势,而其中最关键的新型亚光透明粉已被开发出来,相信在未来,会迎来汽车亚光铝轮毂制造传统工艺走向新型工艺。







发表评论 取消回复