

粉尘爆炸极具危害性,往往会造成较大人员伤亡。为深刻汲取工贸行业粉尘爆炸事故教训,严厉打击各类粉尘涉爆违法行为,现曝光江苏省江阴市1起典型案例,希望相关生产经营单位引以为戒,进一步加强安全防范,有效管控风险,及时消除隐患。
江苏某电气公司安全生产与粉尘防爆违规受罚
今年,江苏省江阴市应急管理局执法人员对江苏省江阴市某电气有限公司进行执法检查时,发现该单位喷涂车间2个喷粉房内的火焰探测装置(各1套)未能与消防喷淋联锁且无报警功能,不符合《涂装作业安全规程 粉末静电喷涂工艺安全》(GB15607-2008)第5.1.6的要求;喷涂作业使用的粉料是静电粉末涂料(《工贸行业重点可燃性粉尘目录(2015版)》序号:39),但是该单位未按规定制定粉尘防爆安全管理制度(涉及粉尘防爆安全管理制度7项)。
该单位上述行为违反了《中华人民共和国安全生产法》第三十六条第一款、《工贸企业粉尘防爆安全规定》第七条的规定,江苏省江阴市应急管理局依法对该单位做出处罚款人民币5.05万元的行政处罚,对其主要负责人作出处罚款人民币0.85万元的行政处罚。
法条链接
《工贸企业粉尘防爆安全规定》
《工贸企业粉尘防爆安全规定》(中华人民共和国应急管理部令第6号)
第七条:粉尘涉爆企业应当结合企业实际情况建立和落实粉尘防爆安全管理制度。粉尘防爆安全管理制度应当包括下列内容:
(一)粉尘爆炸风险辨识评估和管控;
(二)粉尘爆炸事故隐患排查治理;
(三)粉尘作业岗位安全操作规程;
(四)粉尘防爆专项安全生产教育和培训;
(五)粉尘清理和处置;
(六)除尘系统和相关安全设施设备运行、维护及检修、维修管理;
(七)粉尘爆炸事故应急处置和救援。
根据规章要求制定了上述七项制度,供大家参考(适用于木粉尘企业)。
1.粉尘爆炸风险辨识评估和管控制度
1.目的
通过事先进行危险源辨识与风险管控,制定风险控制措施,实施管理关口前移,事前预防,达到减小危害,控制风险,遏制粉尘事故发生,避免人身伤害、死亡、职业病、财产损失和工作环境破坏。
2.职责
主管部门:生产部,负责公司危害辨识,风险评价和风险控制策划,组织并监督检查各相关的部门、单位具体实施。
相关部门:生产部,负责组织实施本系统内危害辨识,风险评价和风险控制的策划。
各部门,负责本部门的危害辨识,风险评价和风险控制策划。
3.危险源辨识与风险评估范围
3.1规划、设计和建设、投产、运行等阶段。
3.2常规和异常活动。
3.3事故及潜在的紧急情况。
3.4所有进入作业场所的人员活动。
3.5原材料、产品的运输和使用过程。
3.6作业场所的设施、设备、车辆、安全防护用品。
3.7人为因素,包括违反安全操作规程和安全生产规章制度。
3.8丢弃、废弃、拆除与处置。
4.危险源辨识与风险评估时机
4.1公司承诺常规活动每年一次(一般不超过12个月)。
4.2非常活动开始之前,遇有下列情况应在开始之前。
4.2.1新建、改建、扩建项目。
4.2.2技术改进项目。
4.2.3生产设施变更项目。
5.评估方法
本公司采用工作危害分析表(JHA)的方法(主要应用于过程和活动分析评价)、作业条件风险评价法(LEC)或安全检查表方法(主要应用于设备设施的分析评价)等进行危险源辨识与风险评估。
1、工作危害分析法:从作业活动清单选定一项作业活动,将作业活动分解为若干个相连的工作步骤,识别每个工作步骤的潜在危害因素,然后通过风险评价,判定风险等级,制定控制措施。该方法是针对作业活动而进行的评价。
2、安全检查表分析法:安全检查表分析法是一种经验的分析方法,是分析人员针对分析的对象列出一些项目,识别与一般工艺设备和操作有关已知类型的危害、设计缺陷以及事故隐患,查出各层次的不安全因素,然后确定检查项目。再以提问的方式把检查项目按系统的组成顺序编制成表,以便进行检查或评审。安全检查表分析可用于对物质、设备、工艺、作业场所或操作规程的分析。
3、工作条件危险性评价法:对作业频率较高,潜在危险危害性较大的操作以及安装、维修等作业采用作业条件危险性评价法,影响作业条件危险性的因素是L(事故发生的可能性)、E(人员暴露于危险环境的频繁程度)和C(一旦发生事故可能造成的后果)。L、E、C的分值分别见工作条件危险性评价法评价准则定义。用这三个因素分值的乘积D=L×E×C来评价作业条件的危险性(见工作条件危险性评价法评价准则定义)。D值越大,作业条件的危险性越大。
6.评估准则
1、工作危害分析法和安全检查表分析法的评价准则:
采用风险度R=可能性L×后果严重性S 的评价法,具体评价准则规定为:
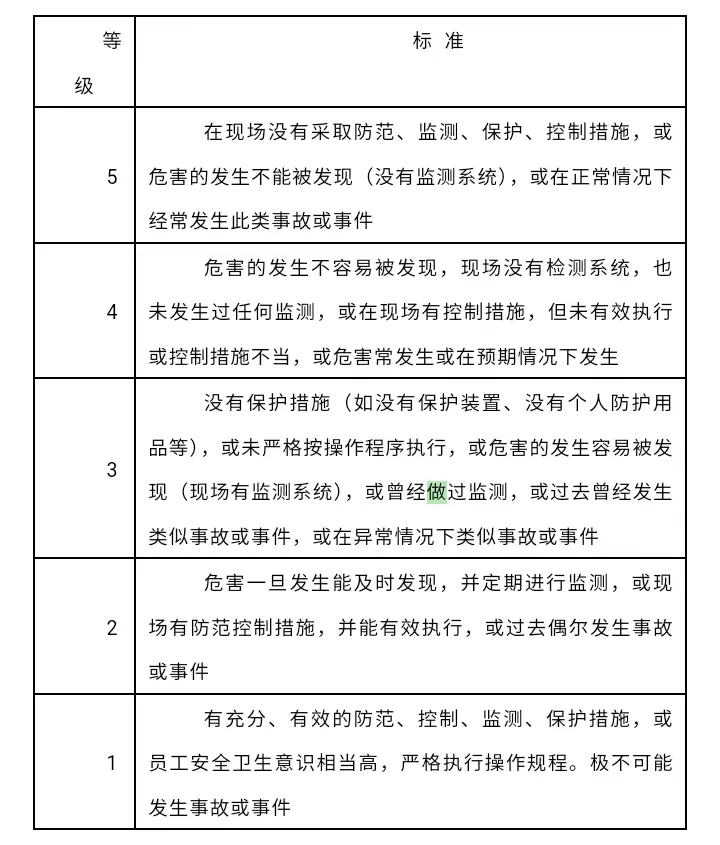
事故发生的可能性L判断准则
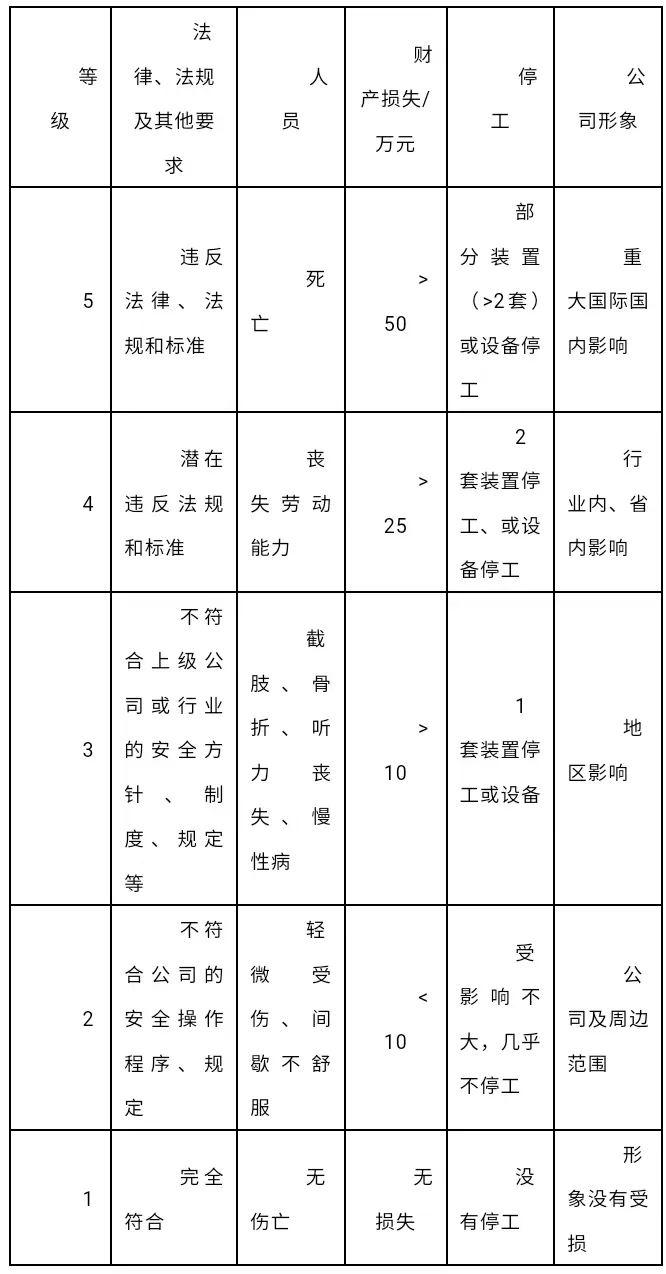
事件后果严重性S判别准则
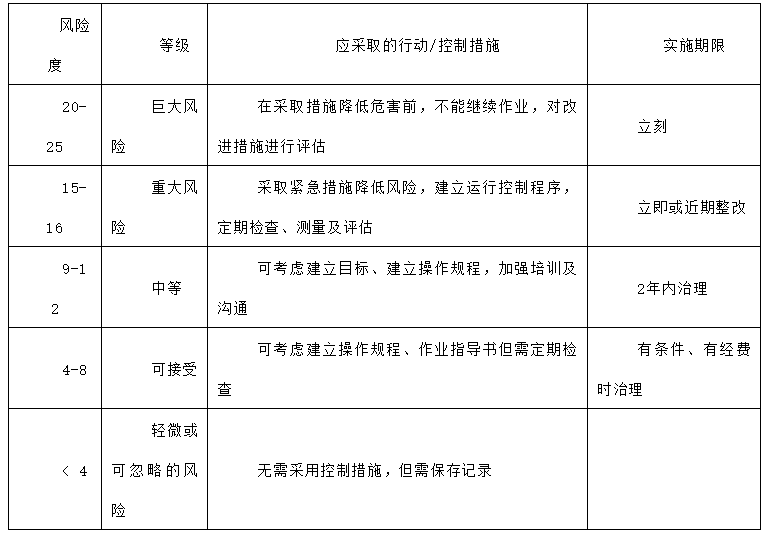
风险等级判定准则及控制措施R
2、工作条件危险性评价法评价准则:
事故发生的可能性分值L
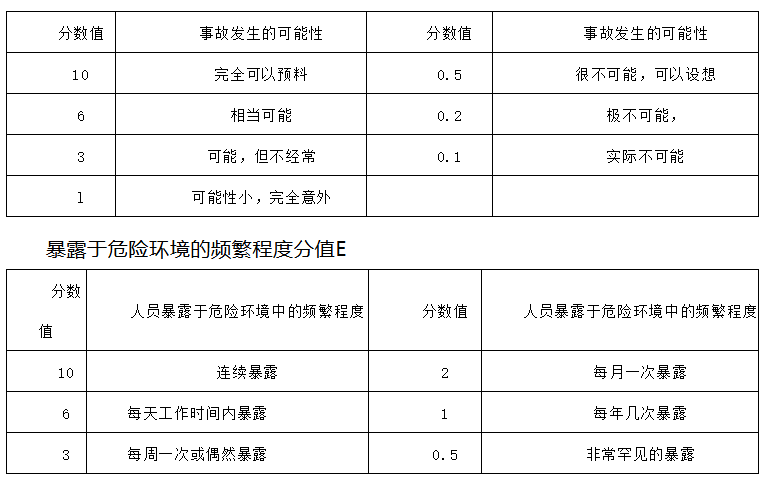

作业条件的危险性评价法以类比作业条件进行比较为基础,由熟悉类比作业条件的专家按规定标准给L、E、C分别打分,计算出危险性分值D来评价作业条件的危险性等级。
3、评价考虑因素:
⑴火灾和爆炸;
⑵有毒有害物料、气体泄漏;
⑶高处坠落、中毒、窒息;
⑷设备的腐蚀、缺陷;
⑸粉尘、高温烫伤、低温冻伤等危害因素;
⑹人的因素(心理、生理和行为因素等);
⑺机械伤害等物理性因素;
⑻对环境的可能影响;
⑼其它危险有害因素。
7.工作小组
1、公司成立风险评价领导小组
组 长:总经理
副组长:安全管理员
成 员:生产车间负责人
2、 风险评价小组负责每年对公司的生产活动进行一次风险评价,记录风险评价结果,制定重大风险控制清单,并将工作场所的主要危害因素和控制措施向从业人员进行宣传和培训。如遇公司的非常规作业活动的风险评价可聘请有资质的中介机构给予指导和培训,以提高公司风险评价小组的评价工作水平和工作质量。
3、生产部是风险评价的归口管理部门,负责风险管理的培训工作,建立、更新重大危险源档案,定期进行风险信息更新。负责公司巨大风险和重大风险的评价分析,负责公司各单位风险评价记录的审查与控制效果验收。
4、公司的各级管理人员应参与风险评价工作,岗位员工要积极参与风险评价和风险控制工作。
8.工作要求
1、根据评价结果,确定重大风险,并制定落实风险控制措施。风险控制措施的制定原则:
a) 如果可能,则完全消除危险源或风险,如用安全无害物质替代危险或有害物质;
b) 如果不可能消除,则应努力降低风险,如使用低毒阻燃物料代替高毒易燃物料;
c) 将危害进行隔离,如通过局部排风把有毒气体排除;
d) 采取工程技术措施,如远距离操作,防爆墙等;
e) 制定和完善管理措施,加强员工教育;
f) 在其他控制措施均已考虑后,作为最终手段,可使用个人防护用品作为暂时性控制措施,但应注意使用个人防护用品不能消除和降低风险。
h) 必要时:确定预防性测量指标,以便监控。
2、对重大风险和不可容许风险应作为建立公司及部门目标指标的依据,各部门制定相应的风险控制措施,编制“管理方案”。
3、风险评价的结果由各单位组织从业人员学习,掌握岗位和作业中存在的风险和控制措施。
4、控制措施实施部门等相关部门对风险控制措施进行评审,评审应包括管理现状分析、原有风险控制措施和准备采取的风险控制措施。评审的要点是:
a) 准备采取的控制措施是否使风险降低至可容许水平;
b) 是否会产生新的危险源;
c) 是否己选定了投资效果最佳的解决方案;
d) 准备采取的控制措施能否应用于实际工作中。
5、风险控制措施的实施:
1)各责任部门负责实施“危险源风险控制管理方案”,在实施前应组织培训或学员,保持记录。
2)安环科应对“危险源风险控制管理方案”的实施进行检查和监督。对需要两个以上部门实施的应进行协调,必要时,由总经理协调。
木粉尘危险源辨识与风险分析
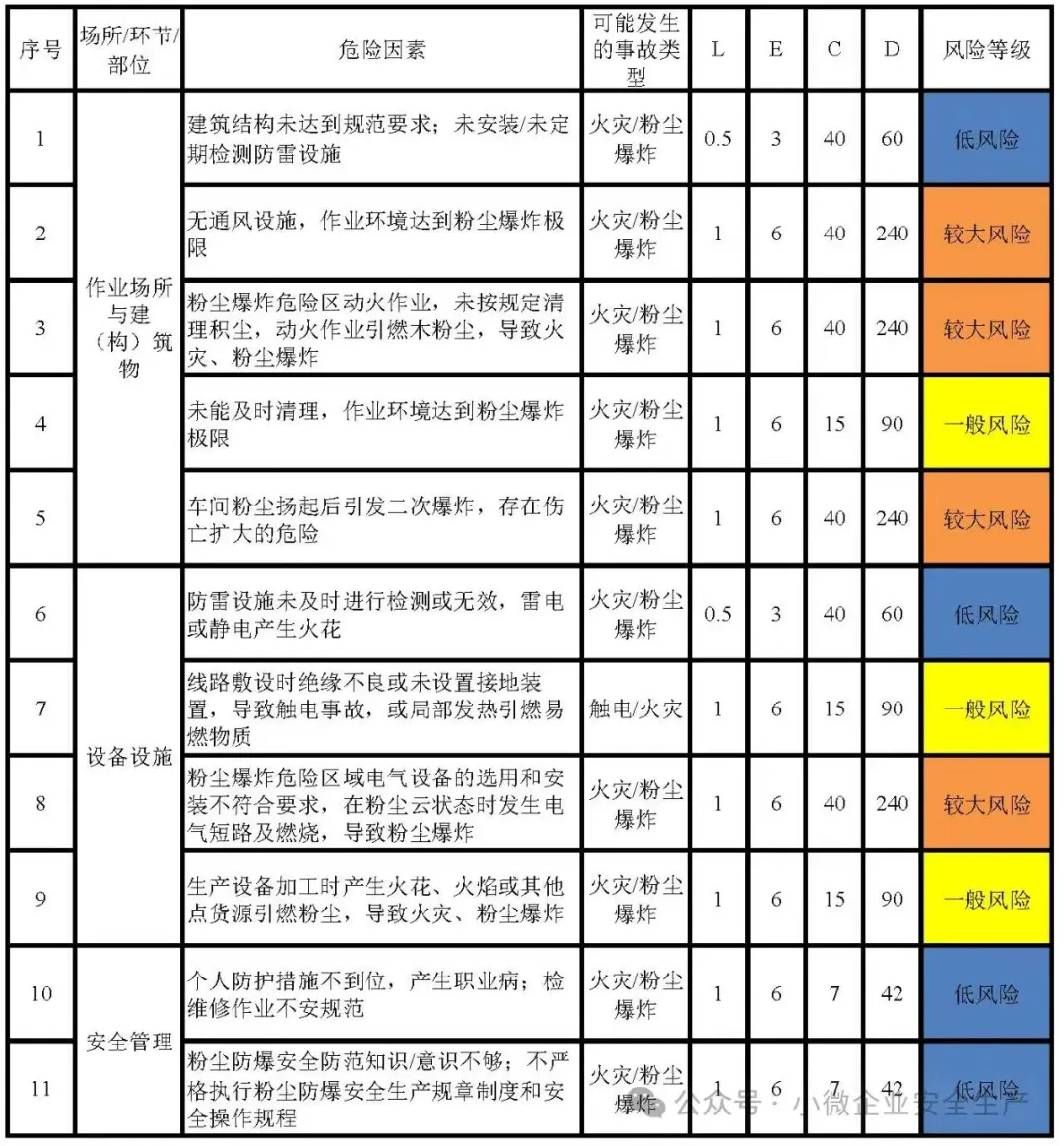


防火粉尘爆炸的安全技术
1. 控制粉尘浓度各生产过程中的设备要密闭,操作间应有良好的通风设备,以降低空气中粉尘含量。供给设备以粉料时,必须使正常操作条件下设备和气动输送装置中的空气量不超过30%,并且最高极限含氧量为6%~8%。在粉尘浓度爆炸极限内操作的设备,可用缩小容器体积的方法提高粉尘浓度,使之超过爆炸上限,以防止粉尘爆炸,也可减弱爆炸威力。
2. 减少粉尘沉积各工段设备应隔离设备在单独房间内;车间的地面、墙面、顶棚要求平滑无凹凸之处,不设凸出部件,非设置不可时,应保持其上平面与水平线成60℃以上的倾角,便于沉积的粉尘自动滑落;梁与柱子应加以覆盖,门窗与墙壁保持在同一平面内。粉末的输送管道设置要考虑粉末沉积问题。粉末输竤管段不允许铺成水平状态,不得有气流死角;死头支管及连接2个干燥设备或粉碎设备的连接管,粉末输送管与水平线所成的倾斜角不得小于45°。应定期及时清理沉积于厂房内各角落、设备、管道上的粉尘,使设备外面的粉尘和系统内各部件之间的粉尘减至最少。
3. 防止摩擦、撞击、生热注意检查和维修设备,防止机械零部件松脱。注意润滑机械转动部位;经常检查轴承的温度,滑动轴承温度不得超过室温45℃,滚动轴承温度不得超过60℃;如发现轴承过热,应立即停车检修。加料应保持满料,供料流量要均匀正常,防止断料空转而摩擦生热。设备的外表面温度应比被加工材料的阴燃温度至少低50℃。排尘系统应采用不产生火花的除尘器。研磨机如果研磨具有爆炸危险的物料,则设备内需衬以橡皮或其它软材料,所有的研磨体应采用青铜球。
4. 防止电火花和静电放电生产场所的电气设备要按规定选择相应的防爆型设备,整个电气线路应经常维护和检查。设备接地是最基本的防静电措施。对于能产生可燃粉尘的破碎和研磨设备,要安装可靠的接地装置。接地线必须连接牢靠,有足够的机械强度,否则在松断处可能产生静电火花。要定期检查接地线路,避免发生故障。互相间距较近的设备、管道、器具应用导体使之联成一体,进行接地。增加湿度以防止静电积累,并选取不易产生静电的材料,减少静电的产生。
5. 增加物料湿度降低危险性增加湿度能降低粉尘的可爆性:一方面使粉尘结团,难以悬浮于空间;另一方面潮湿粉尘受热首先要蒸发水分,故引燃和传播火焰困难。例如,粉尘湿度增大,其着火温度升高、最小点火能量或最低可爆浓度增加。车间内可装设自动水喷淋设备,保证空气的相对湿度在70%以上。对易燃易爆物料要求很细时应考虑采用湿法作业。对不易除尘的粉碎作业也采用湿法作业。
5.粉尘清理和处置制度
1、目的
为消除火灾隐患、防止粉尘爆炸事故、改善作业环境、提高作业现场安全文明生产水平,特制定本制度。
2、范围
本制度适用于公司的喷涂车间以及除尘系统。
3、职责
3.1 安全部负责粉尘场所清扫的安全监督管理。
3.2 喷涂车间班组负责粉尘清扫的日常管理。
4、管理规定
4.1进入岗位必须经过粉尘防爆及职业健康知识专项教育培训、三级安全教育,要有自保、互保意识,做到“四不伤害”。
4.2进入岗位必须佩戴符合技术要求的防尘口罩、防尘帽、防护服等防护用品。
4.3进入岗位后要认真检查除尘设施,确认无异常现象时开启除尘系统,除尘系统应在喷涂设备启动前正常运转。
4.4如除尘系统出现故障时,要及时报告相关负责人,安排人员对除尘设备进行维修和处理,确保除尘系统的正常运行。
4.5对喷涂车间产生的粉尘,以吸尘和水冲洗为主,不得使用压缩空气吹扫粉尘。
4.6岗位操作人员必须严格按照操作规程的规定进行岗位操作,对于未严格按操作规程进行操作的人员,一经发现必须严肃处理。
4.7对喷涂车间必须坚持每2小时清理一次,每天下班后再清理一次,除尘器的集灰金属桶下班前必须清理干净,并做好粉尘清理记录。
5、除尘系统清扫注意事项
5.1应清理除尘系统残留的粉尘,清理周期及部位应包括下列要求:
a)至少每班清理的部位:除尘器的集灰金属桶,确保桶内粉量不超过5kg。
b)至少每周清理的部位:除尘器的滤袋、灰斗、锁气卸灰装置、输灰装置、粉尘收集仓或筒仓;电气线路、电气设备、监测报警装置和控制装置。
c)至少每月清理的部位:主风管和支风管、风机、防爆装置、除尘器的箱体内部,清灰装置。
5.2清扫作业时,采用不产生扬尘的清扫方式和不产生火花的清扫工具。
6、清扫工作结束
6.1粉尘清扫工作完成后,工器具应按规定地点存放,摆放整齐。抹布悬挂支架;扫帚、垃圾桶等工器具放进保洁工具室或工具箱内。
6.2离开岗位后,要保持良好的卫生习惯,要对身体及衣服上粘附的粉尘进行彻底清理,并及时清洗身体接触粉尘的各个部位,避免粉尘吸入体内。

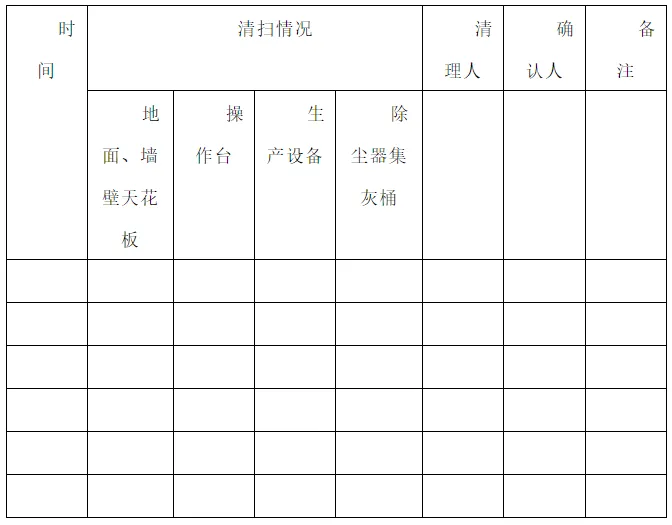
粉尘清扫记录表
6.除尘系统和相关安全设施设备运行、维护及检修、维修管理制度
在除尘器运行和保养时,应特别注意检查下列各点:
1、风机的旋转方向、转速、轴承振动和温度。
2、处理风量是否满足生产除尘需求。
3、滤袋的安装情况,在使用后是否有掉袋、松口、磨损等情况发生。
4、根据每班布袋中粉尘量,适当调整清灰周期及清灰时间
5、除尘系统应在生产设备开启前至少提前10分钟启动,并在生产设备停机后继续运行至少10分钟后关掉除尘器并将滤袋清灰。
6、除尘器启动后应定时检查,若有漏尘、漏风现象应立即停机处理。
7、检修除尘器时宜使用防爆工具,不应敲击除尘器各金属部件。







发表评论 取消回复